歡迎來到淄博鼎昌信隆塑膠科技有限公司官方網(wǎng)站!


淄博鼎昌信隆塑膠科技有限公司
聯(lián)系人:石經(jīng)理
手機:18815335818
電話:18815335818
傳真:0533-3984111
網(wǎng)址:raoshunda.com
郵箱:18815335818@139.com
地址:淄博高新區(qū)民安路37號
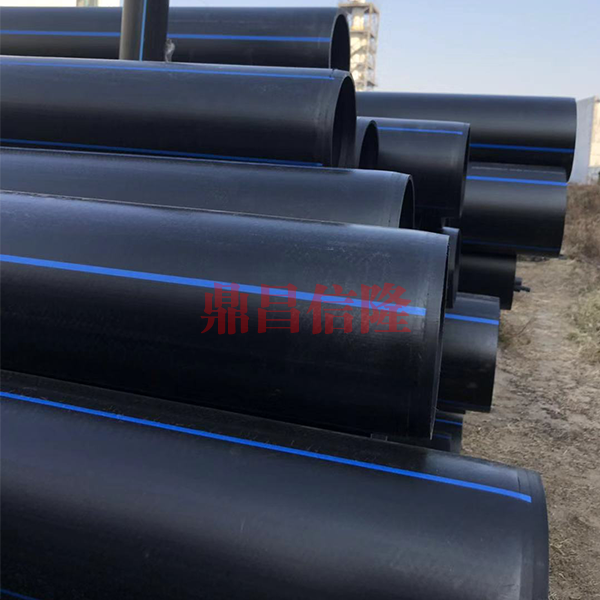
1.pe給水管表面波浪
造成的緣故:制作時密封圈尺寸分歧適,造成轟動造成表面出現(xiàn)波浪。尚有一種狀況是冷卻不充分。
處理的方法:檢驗真空槽密封圈尺寸大小,假如小,調(diào)換或適當降低 一節(jié)真空槽真空度,增添 二節(jié)的真空度。增添定徑套進水器或增添口模與定徑套之間的間隔。
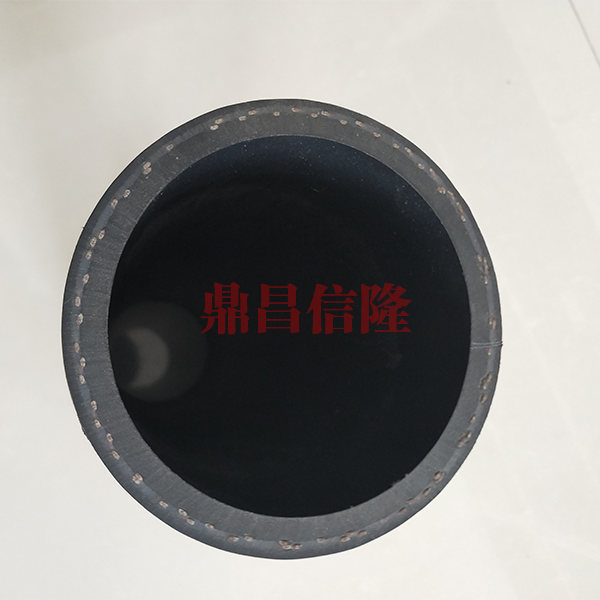
2.內(nèi)壁表面出現(xiàn)麻點
造成的緣故:口模與芯模間內(nèi)壁沒有整理干凈,制作時片面溫渡過高造成的老化,或許是原料中含有雜質(zhì)。
處理的方法:原料制作前檢驗是否干凈,假如不干凈,一定要整理干凈,定期檢驗溫度傳感器。
3.表面不平滑
造成的緣故:熔體溫度分歧適或許原料有問題。
處理的方法:制作前調(diào)節(jié)好熔體溫度或調(diào)換原料。

4.外觀面有劃痕
造成的緣故:定徑套、維持板或密封圈上附有沙石。
處理的方法:定期整理定徑套、維持板或密封圈。
5.內(nèi)壁溝槽(多出現(xiàn)于壁厚管材)
造成的緣故:壁厚過厚,熔體難以冷卻,發(fā)生流動。
處理的方法:試用中心冷卻體系,降低口模和芯模的溫度。
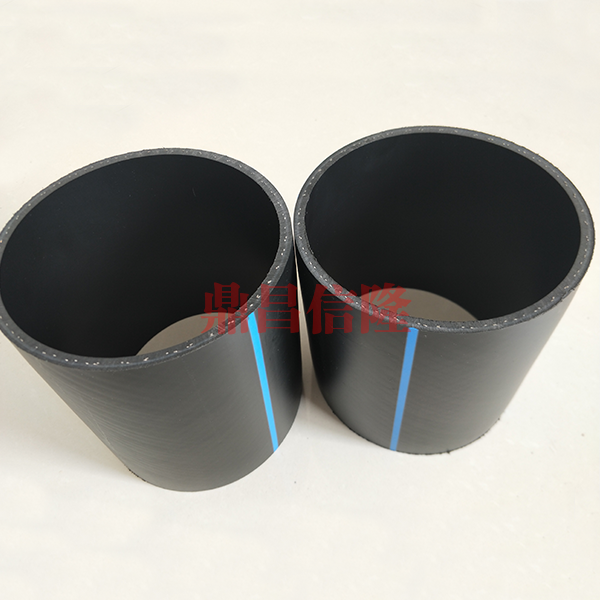
6.管材壁厚不均
造成的緣故:
1)口模或芯模螺栓松動、口模間隙調(diào)節(jié)分歧適;
2)口模或芯模溫度不均、造成料流不一概;
3)定徑套與口摸不對中、螺旋分流梭或篩網(wǎng)擁塞。
處理的方法:
1)緊固螺栓或調(diào)節(jié)口摸間隙;
2)檢驗加熱圈和溫度傳感器;
3)調(diào)節(jié)定徑套和口模對中折分流梭或篩網(wǎng)。