淄博鼎昌信隆塑膠科技有限公司
聯系人:石經理
手機:18815335818
電話:18815335818
傳真:0533-3984111
網址:raoshunda.com
郵箱:18815335818@139.com
地址:淄博高新區民安路37號

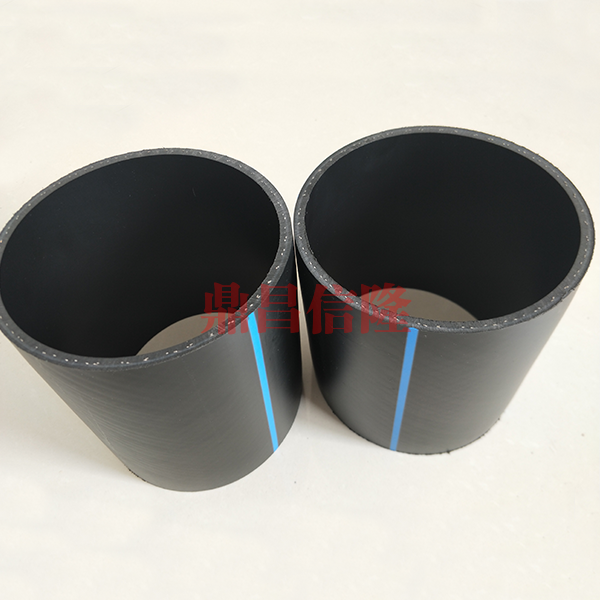
(1)不同PE給水管材制造商生產的管道成對組裝。經過長期的運行和實踐,總結過去的經驗,結合管道制造專家的意見,參考有關PE管道施工的相關文獻。據信,由不同PE給水管材制造商生產的管道的管道焊接是界面處裂縫的主要原因。由于制造商不同,管材生產過程中的成分和生產工藝可能存在差異,導致材料和管材熔化溫度略有不同。在兩個管組的焊接過程中,可能熔化不充分或熔化過度,這可能導致接頭不能充分焊接而形成裂縫或裂縫。
(2)低熔點或高熔點溫度也會導致PE給水管材界面熔化不充分和界面開裂。
(3)焊接環境溫度不符合PE給水管材的焊接環境溫度要求。界面冷卻速度太快,界面沒有完全焊接,也會導致界面破裂。
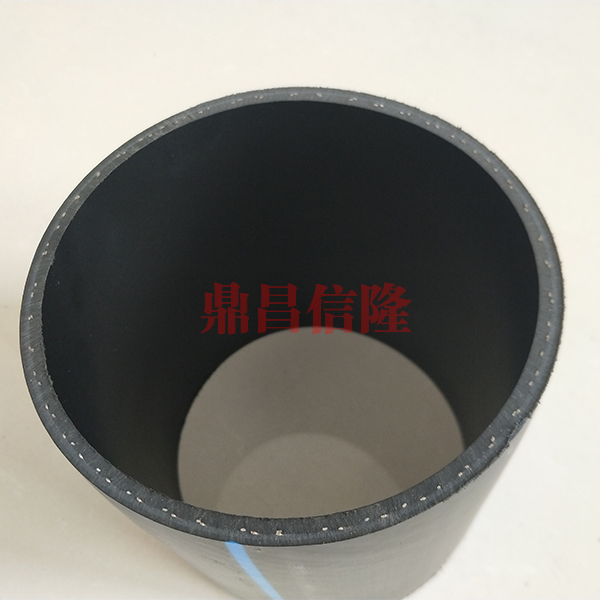
(4)PE給水管材焊接端面不干凈,有污垢或異物,熔化過程中熱量不均勻,再溶解時出現不均勻翻邊現象。
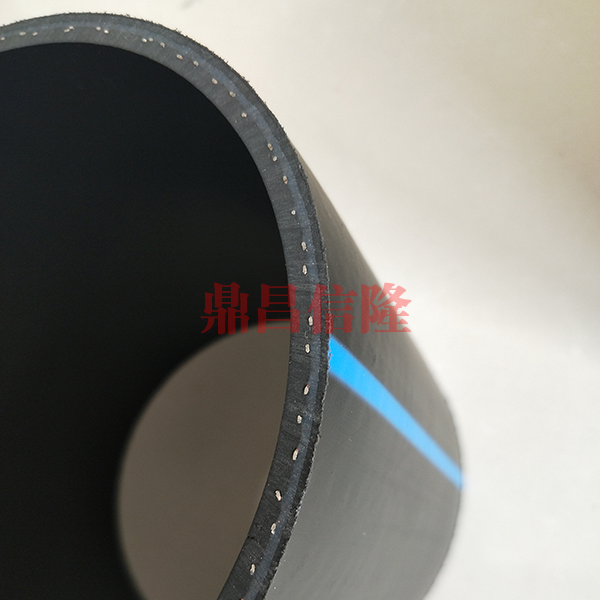
(5)焊接端面的兩個側壁之間的厚度差太大,PE給水管材熔化時熔化程度不一致,導致兩側的卷曲不一致。這里必須說明的是,當管道焊接到管道組時,必須找到原因并切斷維修。當管道通過管道輸送到管道時,這是正常的。主要是因為目前使用的PE給水管材主要是注塑管件,對接件的成本較高(指彎頭),法蘭沒有對接接頭。PE給水管材管件的壁厚遠大于管子的壁厚。因此,在焊接過程中,接頭兩側的搖擺高度通常是不一致的。